In the field of thermal design, besides mastering simulation techniques, one must also have a solid grasp of frontline manufacturing processes. In the following two articles, I will guide you through the processing techniques involved in radiator design
1. CNC (Computer Numerical Control)
The core concept involves converting digital 3D models created by designers on computers into machine-readable instructions (typically G-code) through specialized software. These instructions are then precisely executed by computer-controlled systems to drive machine tools motors and cutting tools, automatically performing operations like cutting, engraving, and drilling on materials such as metal, plastic, and wood. The final product is a physical part that perfectly matches the original digital model.

CNC is not a single process, but a technical platform that primarily includes CNC milling (with tool rotation and workpiece fixation) and CNC turning (with workpiece rotation and tool fixation and movement). Other applications include CNC drilling, CNC grinding, and CNC wire cutting.
Furthermore, multi-axis machining represents the pinnacle of advanced CNC technology. The 3-axis system serves as the foundational configuration, capable of processing only the top and side surfaces of components, while being incapable of handling complex curved surfaces or inverted structures. The 4-axis system enhances the 3-axis capability by adding an A-axis (rotating around the X-axis), enabling side surface machining. The 5-axis system integrates both A-axis and C-axis (rotating around the Z-axis), allowing tools to approach workpieces from any orientation. This configuration enables one-step machining of highly intricate geometries such as impellers and aerospace structural components, delivering exceptional precision and efficiency.
During my college years, I participated in a carbon-neutral car competition and spent considerable time at the training center working with lathes and milling machines to fabricate components like chassis, bearing housings, and drive shafts. For those interested, you can read more here: Rewind to five years ago.
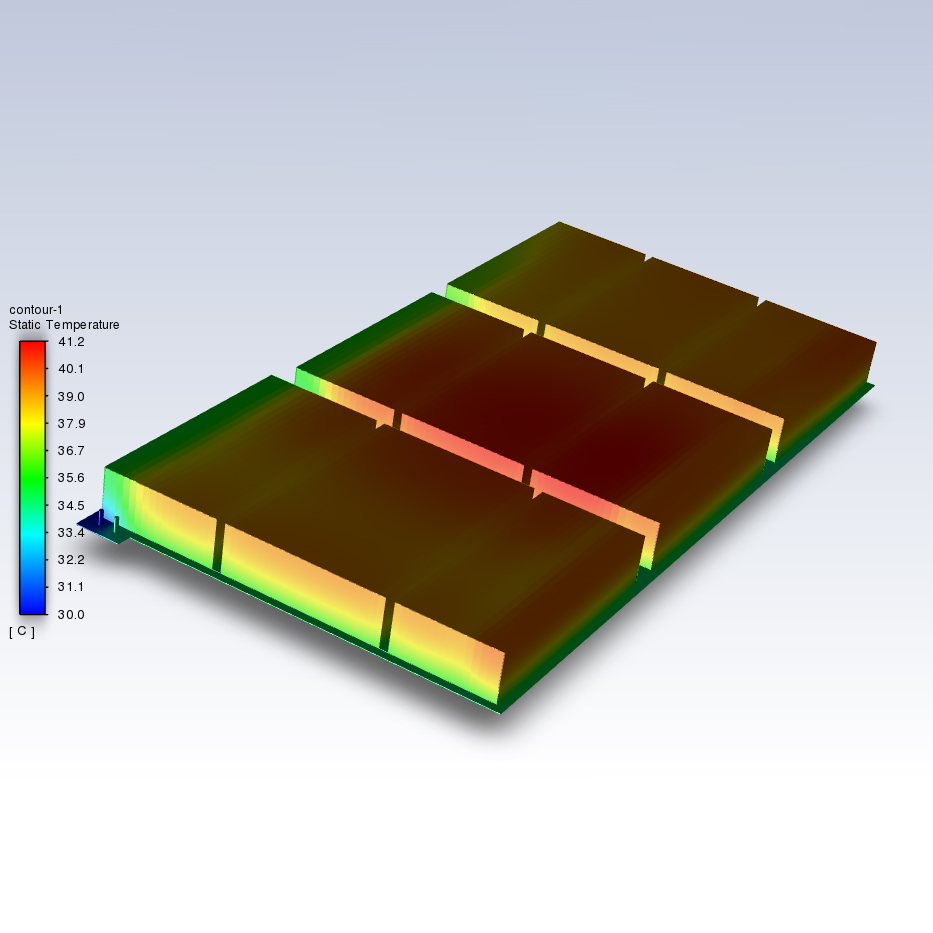
CNC machining boasts exceptional precision and repeatability, effortlessly achieving micron-level tolerances. The process remains identical whether producing a thousand parts or the first one. It is typically employed during the initial radiator prototyping phase to create prototypes. Additionally, it flattens die-cast and forged bases to ensure a smooth contact surface with the heat source.
The downside is that its a subtractive manufacturing process, where material is cut away to create the shape, resulting in some waste and a bit of a waste.
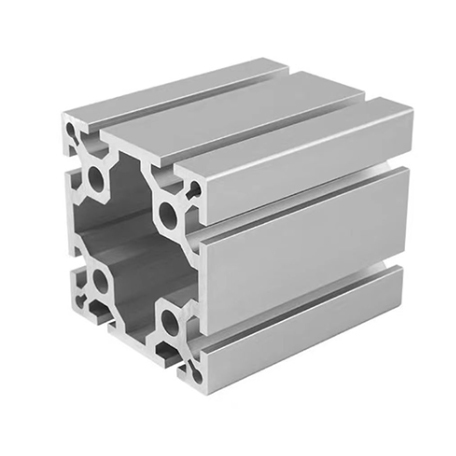
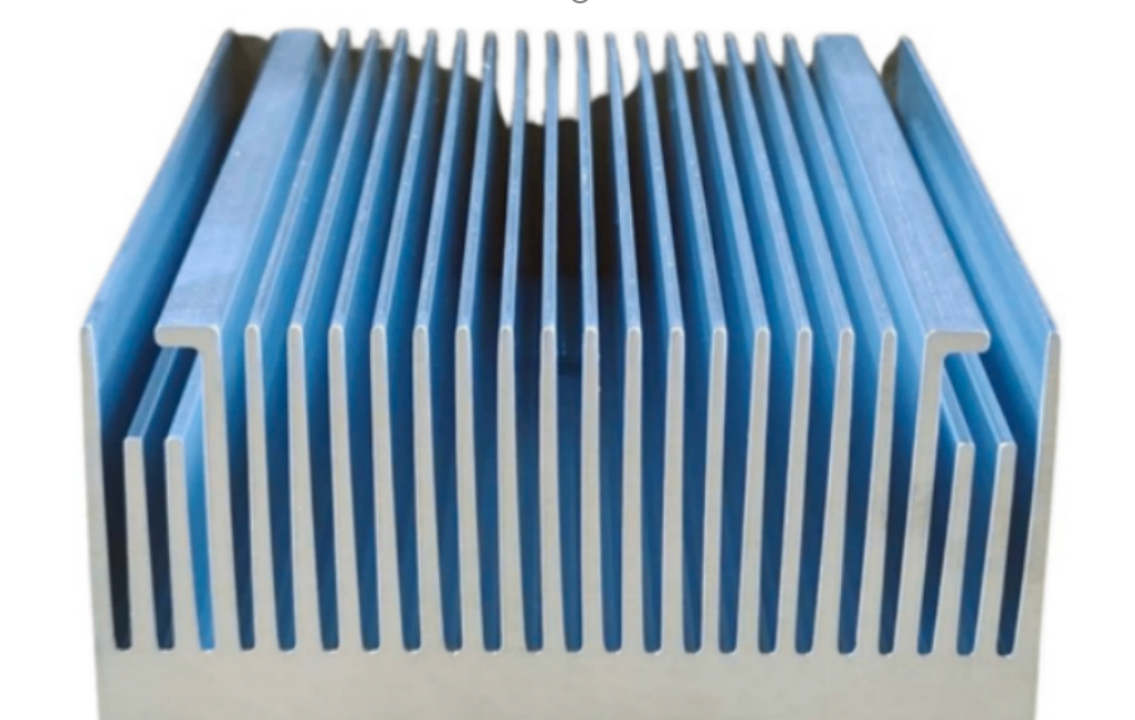
2. Aluminum Extrusion
The process involves heating aluminum rods to a softened state (with a melting point of 660°C, heated to approximately 400-500°C to maintain a soft yet solid state). A massive hydraulic force (up to several thousand tons) is then applied to force the rods through a specially shaped die (die hole), resulting in an infinitely long profile that matches the dies cross-sectional shape. The final step involves cutting and subsequent processing (such as trimming, CNC milling of the bottom surface, and threading) to achieve the desired length.

Aluminum extrusion is a cost-effective process, ideal for mass production, and is the most prevalent heat sink manufacturing method in the industry. It is widely used for fin sections in low-power CPU air coolers and standard aluminum profile heat sinks. However, the fins aspect ratio (height-to-thickness ratio) is constrained, making it impossible to produce exceptionally thin and tall fins.
3. Die Casting
The aluminum extrusion process uses softened but still solid materials, whereas die casting involves melting aluminum alloy in a furnace to achieve a fully liquid state. The molten aluminum is then injected at high speed and under high pressure into a precision semi-steel mold via a pressurized ejection mechanism, allowing it to rapidly cool and solidify into the desired shape.
Die casting excels in integral molding, enabling the production of complex-shaped and tightly structured heat sinks, such as graphics card heat sinks and highly integrated chip cooling modules. However, the process is prone to defects like porosity and shrinkage cavities, with relatively poor thermal conductivity

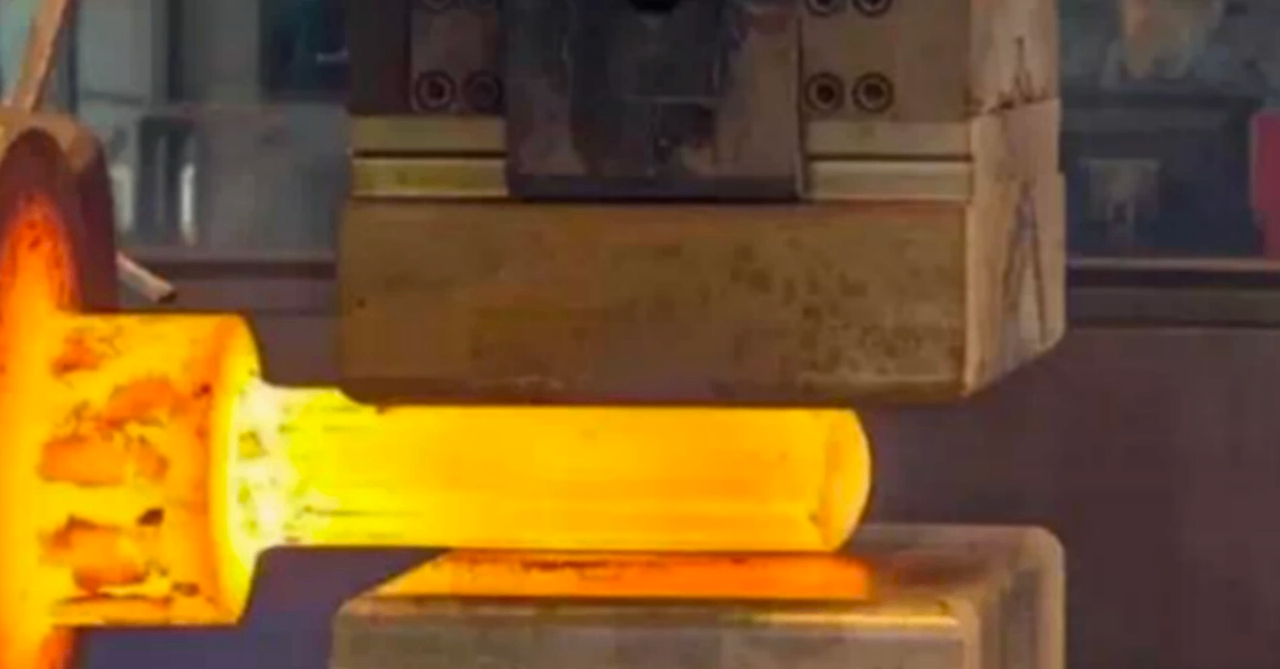
4. Forging
Forging is akin to blacksmithing, where a red-hot iron block is hammered repeatedly on an anvil to shape it into tools like knives or swords. Modern forging, however, has evolved into a mechanized and mold-driven process. Aluminum alloy blanks are heated to forging temperatures (typically below the melting point but with excellent plasticity) and placed in the lower mold of a forging die. The upper mold then rapidly closes under immense pressure from the forging press, impinging or compressing the blank to fill the entire mold cavity, resulting in a forged part with the desired shape and dimensions.
Because of plastic deformation rather than melting, the metal grains in the forging will flow and refine along the direction of deformation, so that the forging will have a dense structure, and the mechanical strength and thermal conductivity of the forging are usually better than those of the die cast.
5. Stamping
Stamping is a cold working process that uses a press and a special die to apply pressure to a metal sheet (usually a coil or a sheet) to separate or plastic deformation, so as to obtain the parts of the required shape and size
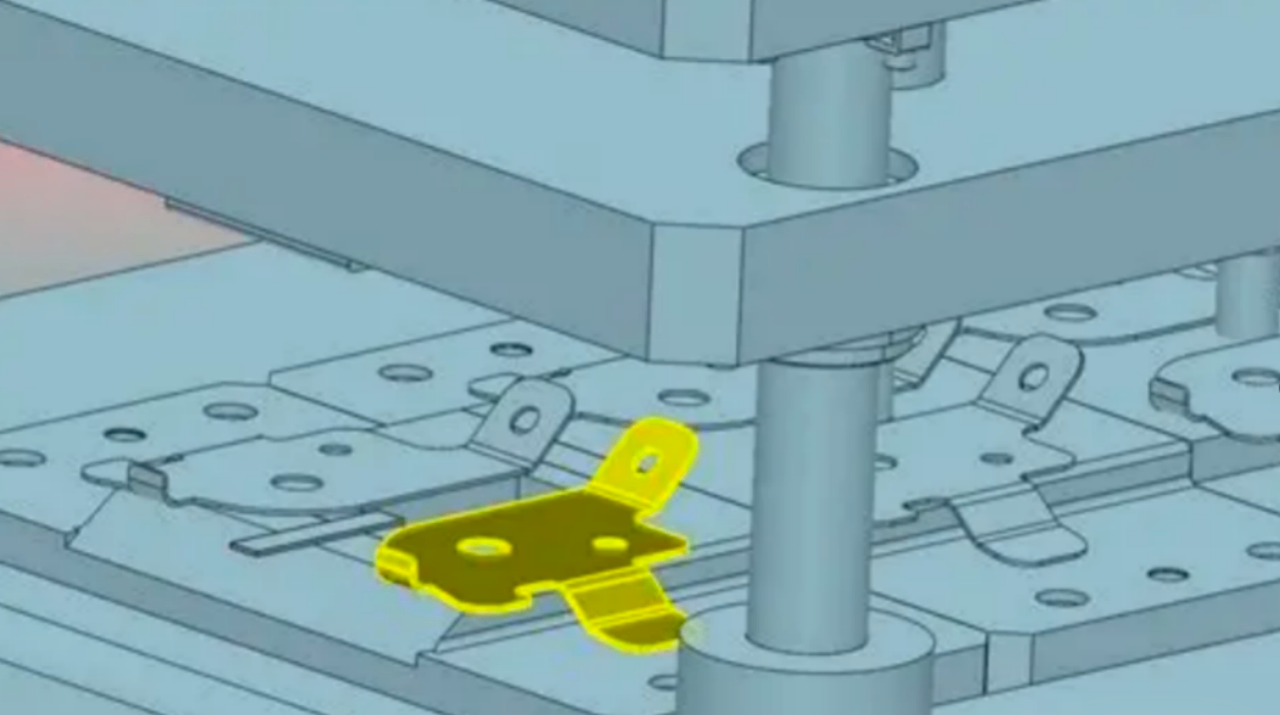
Stamping process has two main applications in radiator manufacturing:
The first application involves manufacturing heat dissipation fins, which represents the most fundamental and largest-scale use in thermal management. The densely packed fins on mid-to-high-end air-cooled radiators are predominantly produced through stamping. This process enables the integration of various functional structures—such as Fin locking mechanisms, airflow channels, and weight-reducing holes—unattainable through aluminum extrusion.

The second application involves manufacturing structural components and auxiliary parts, such as metal brackets and spring screw seats for securing heat sinks to CPUs or motherboards. These are typically produced through stamping of high-strength steel or stainless steel. Thin steel clips used to fasten fans to heat sink fins, along with metal casings and decorative panels for some cooling modules, are also typical examples of stamped components
Stamping manufacturing boasts exceptional production efficiency. Modern high-speed stamping machines can produce hundreds or even thousands of parts with highly consistent dimensions and shapes per minute, while the per-unit cost remains remarkably low after mold opening, making it ideal for mass production. However, designing and manufacturing a precision progressive die requires substantial investment, limiting its application to large-scale production rather than small-batch or prototype manufacturing. Moreover, this process is restricted to thin sheet materials and cannot produce solid, three-dimensional heavy components like radiator bases.

Contact person:Jason Liu
Tel:+86 15850139786
Phone:+86 15850139786
Email:jasonliu@enjatech.com
Address:No.1998 Jinfeng South Road, Wuzhong District, Suzhou city, Jiangsu Province,China